Introduction
Pilot lamps are essential components in electrical control systems, providing instant visual feedback about equipment status, fault conditions, and operational alerts. Whether you’re designing a control panel, upgrading industrial machinery, or maintaining an electrical system, selecting the right pilot lamp is critical for performance and safety.
With so many options available, knowing what to look for can save you time, reduce maintenance costs, and ensure reliable operation. Here are the top features to consider when buying a high-quality pilot lamp.
 Brightness and Visibility
Brightness and Visibility
A pilot lamp’s primary purpose is to provide a clear visual signal. Key points to consider include:
Luminous intensity: The lamp should be bright enough to be visible from a distance, even in well-lit environments.
Wide viewing angle: A broader angle ensures visibility from different positions around the control panel.
LED vs. incandescent: LEDs offer brighter, more uniform light, longer life, and lower power consumption compared to traditional incandescent lamps.
Color Options and Clarity
Color coding is vital for instantly communicating system status:
Red: Faults, stop signals, or emergencies
Green: Normal operation
Yellow/Amber: Warnings or abnormal conditions
Blue/White: Special functions or auxiliary status
High-quality pilot lamps use clear, consistent colors that remain visible over time without fading. Avoid lamps that look washed out or have unclear hues.
Durability and Build Quality
Industrial environments can be harsh, so robust construction is essential:
Housing materials: Look for corrosion-resistant metals, high-grade plastics, or stainless steel for panels exposed to moisture or chemicals.
Impact resistance: Some lamps are rated for mechanical shocks or vibration.
Long lifespan: High-quality LEDs can last 50,000+ hours, reducing maintenance frequency.
Voltage and Current Ratings
Choosing a lamp with the correct electrical specifications is crucial for safety and compatibility:
Operating voltage: Ensure it matches your system (commonly 12V, 24V, 120V, or 230V AC/DC).
Current consumption: LEDs consume significantly less power than incandescent bulbs.
Overvoltage protection: Some pilot lamps include built-in resistors or protection circuits to prevent damage.
Mounting and Installation Options
Ease of installation improves efficiency and reduces errors:
Panel mounting size: Standard sizes (e.g., 22mm, 30mm) make replacements and upgrades easier.
Snap-in or screw-in options: Choose the style that suits your panel design.
Compact design: Smaller lamps are easier to integrate into crowded control panels.
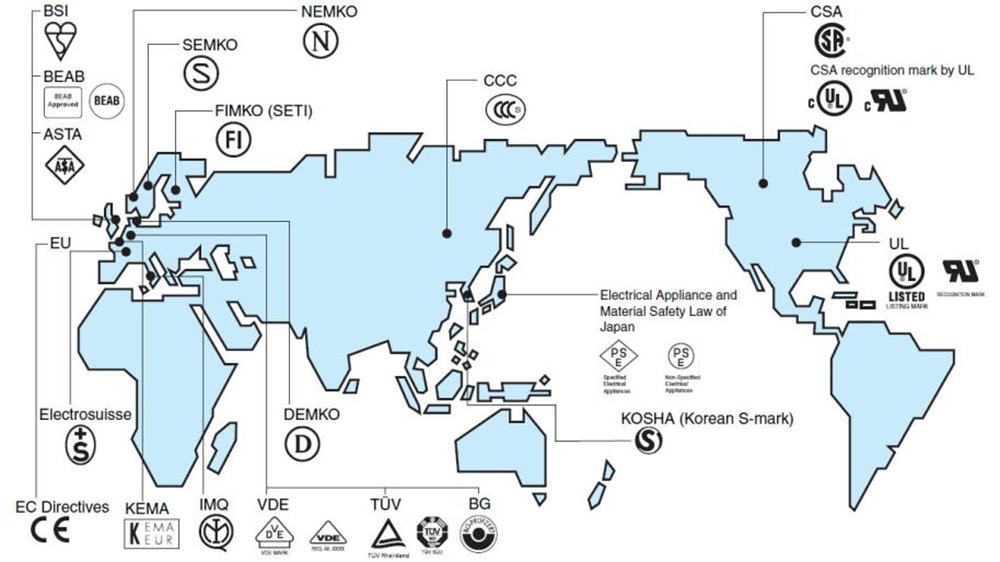
Environmental and Safety Ratings
High-quality pilot lamps often come with certifications and protection ratings:
IP rating: Protects against dust and water ingress (e.g., IP65 or higher for industrial environments).
UL/CE certifications: Ensure compliance with international safety standards.
Temperature range: Check for lamps that can operate in extreme heat or cold if required.
Additional Functionalities
Modern pilot lamps often include extra features for enhanced usability:
Flashing or blinking modes: Useful for drawing attention to alarms.
Dimmer compatibility: Allows brightness adjustment in sensitive environments.
Indicator combination: Some units combine multiple colors in a single lamp for more complex signaling.
Conclusion
Selecting a high-quality pilot lamp isn’t just about picking a light—it’s about ensuring safety, reliability, and efficiency in your electrical control system. Focus on brightness, color clarity, durability, electrical ratings, mounting options, environmental protection, and advanced features to make the right choice.
Investing in the right pilot lamp ensures clear communication, reduces maintenance headaches, and keeps your operations running smoothly and safely.